Containerized Reverse Osmosis Water Treatment Plant
A containerized reverse osmosis plant is a 1000lph to 50m3ph water treatment plant built inside a strong, weather-proof shipping container. It has all the parts needed to clean water — the raw water pump, sand filter, high pressure pump, dosing system, control panel, and optional post-treatment.
The goal of our design is simple: give users a plug-and-play water purification solution that provides stable, clean water, no matter what the local water source is like.




Advantages of containerized reverse osmosis water treatment plant
One of the most obvious advantages of containerized reverse osmosis water treatment plants is that they can provide a good operating environment for the entire system. In addition, they are easy to transport, quick to install, and save space. The container protects the equipment from sun, rain, wind, and dust, ensuring safe and stable operation. This design also reduces on-site construction costs and makes maintenance simple.
-
Plug and Play – Ready to operate immediately after connecting water and power.
-
Fast Installation – Pre-installed in the factory, reducing on-site setup time.
-
Space-saving – Compact design fits in a small footprint.
-
Convenient Transportation – Containerized structure makes it easy to move by truck, ship, or other means.
What other parts can be included inside container and can it be customized?
In a containerized water treatment plant, in addition to the water treatment plant itself, there are other components that are more conducive to the operation and management of the water treatment equipment:
1.Rubber Flooring : Made of steel or anti-corrosion material, can hold heavy equipment, sometimes with anti-slip or chemical-resistant coating.
2.Insulated Walls and Roof :Protects from heat, cold, and moisture, keeping the inside stable.
3.Explosion-Proof Light:A light safe for flammable areas that prevents fire and keeps people and equipment safe.
4.Ventilation :Fans, vents, or air conditioning to keep air moving and prevent overheating.
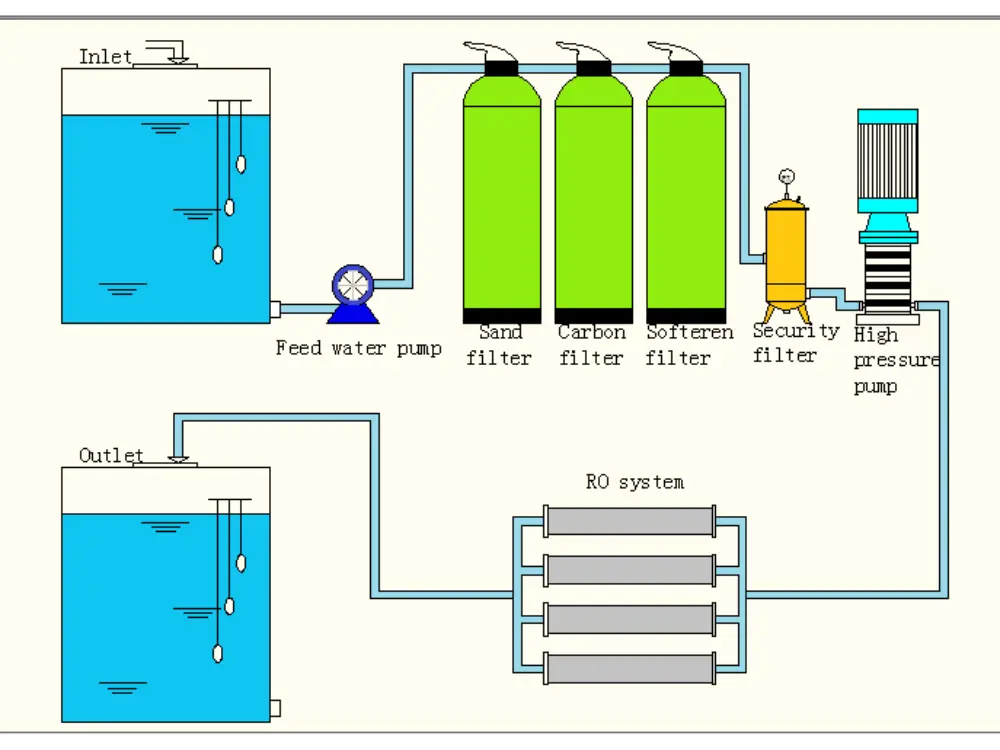
Basic process flow of containerized reverse osmosis water treatment plant
Raw water tank → Raw water pump → Sand filter → Activated carbon filter (optional) →Softener(optional) →Cartridge filter (5 micron) → Anti-Scalant Dosing System → High-pressure pump → RO membranes → Product water tank
The function of each step in the process:
1.raw water tank and product water tank: We generally recommend that customers prepare their own supplies, which can be purchased locally, as this can save on shipping costs.
2.raw water pump:The raw water pump’s main job is to make sure there’s enough pressure to push the incoming water into the pre-treatment filters so the system can start cleaning it properly.we configure it with SS304, for higher requirements, you can choose SS316.
3. pre-treatment part:
(1) sand filter:It can remove suspended solids, silt, and large particulate impurities from water, reducing water turbidity.
(2) Activated carbon filter:It can absorb chlorine, odors and organic impurities in water, making the water cleaner and better to drink, and also protecting the subsequent RO membrane.
(3) Softener : Removing hard minerals from the water prevents scale buildup in the equipment, making the RO system run smoother and more durable.
4.Cartridge filter (5 micron):5-micron filter cartridges are used to remove very small particles from the water, protecting the RO membrane and high-pressure pump from clogging.
5. Anti-Scalant Dosing System:the scale inhibitor system adds chemicals to the water to prevent minerals from forming scale on the RO membrane.
6.High-pressure pump: It is used to apply sufficient pressure to the water, pushing it through the RO membrane to ensure a stable water output from the system. Materials can be SS304/SS316, or custom-made brand pumps are also available.
7. RO membranes: this is the core of the entire system; it filters out salt, heavy metals, and impurities from the water, resulting in very clean water that meets international drinking standards and can be used for various purposes.
In fact, the process flow mainly depends on the customer’s raw water quality and water-use requirements. Different water sources and output standards may require different filtration steps, dosing systems, or post-treatment options to ensure stable and safe water quality.
Benefits of containerized reverse osmosis water treatment plant
High removal efficiency – Removes salt, heavy metals, bacteria, and other harmful substances.
Stable water quality – Provides consistent clean water output.
Better membrane performance – A controlled environment helps protect RO membranes and extend lifespan.
Handles different water sources – Works for well water, brackish water, and seawater.
Meets various standards – Can produce drinking water or industrial-grade purified water.
Key things you need to know before buying
| Capacity range | 1000Lph to 50m3ph |
| Raw water/TDS | Well/Salt/sea/groundwater/brackish (Provid water quality analysis report would be better.) |
| Power generation methods | Municipal electricity / Solar power 380V / 50Hz / 3-phase 220V / 50Hz / 1-phase 460V / 60Hz / 3-phase |
| Container specifications | color can be optional 20-foot or 4-foot brand new or second-hand can be optional |
| Process technology | Reverse Osmosis(RO)/Desalination/UF/NF/EDI |
| Uses of produced water | drinking/industrial/agriculture/commercial,and more. |
| Transportation method | Ocean shipping or land transport |


Containerized reverse osmosis water treatment plants are a good option.
In summary, containerized reverse osmosis water treatment plants provide a complete, ready-to-use solution for producing clean and safe water. With a protected operating environment, easy transport, quick installation, and flexible power options—including municipal electricity and solar energy—these systems are ideal for agriculture, commercial, industrial, and remote applications. Fully customizable to meet different water sources, output capacities, and site requirements, containerized RO plants offer reliability, efficiency, and convenience in any location.
Containerized reverse osmosis is not the only option for you
Containerized RO is a good choice, but not your only option. If you just need a water treatment system, that’s totally fine too!
Besides container installation, we can customize the equipment’s size and design to match your needs, so it fits your site and works exactly how you want.
Drinking reverse osmosis water purification system can efficiently and conveniently purify raw water into clean water that meets international drinking standards.


Industrial reverse osmosis can produce high-quality industrial water, suitable for a wide range of applications including factories, food processing, and electronics. It can also be combined with EDI systems for even higher water purity.


If you require a quote from Haiyuan, please provide the following information:
To help us recommend the most suitable system, please provide:
-
Desired Product Water Flow Rate (e.g., m³/hr, m³/day, L/hr, GPM, GPD)
-
Intended Use of Product Water (e.g., drinking, irrigation, industrial process, others)
-
Feed Water TDS and Source (e.g., borehole, seawater, brackish water, lake water, tap water)
-
Power Supply Requirements (e.g., 110V, 220V, 380V, 415V, 460V; 50 or 60 Hz; three-phase)
-
Water Analysis Report (required for borehole, lake, or seawater; not required for tap water)
Haiyuan – Your Trusted Partner
Haiyuan Water Treatment Company has over 20 years of experience in the water treatment industry. We have extensive expertise in the production and cooperation of advanced water treatment systems, including containerized water treatment plants, seawater desalination, reverse osmosis (RO), ultrafiltration (UF), nanofiltration (NF), and ion exchange (IX) system.
Our experience spans a wide range of projects, from government collaborations and industrial solutions to small- and medium-scale residential and commercial systems. No matter the scale or complexity, Haiyuan is a trusted partner for delivering reliable, high-quality water treatment solutions.
We not only provide our customers with professional technical support, but also uphold a dedicated and responsible approach in after-sales service, ensuring a worry-free experience with our water treatment plant.
Our Services and Support:
Multi-language Technical Support & After-sales Service (1 year included)
OEM/ODM Customization available to meet your specific requirements
Installation & Commissioning Guidance provided for smooth system setup
Reliable Export Packaging & Shipping with extensive international experience
📧 Email: haiyuan@swroplant.com
📞 Phone: +86 18825874379